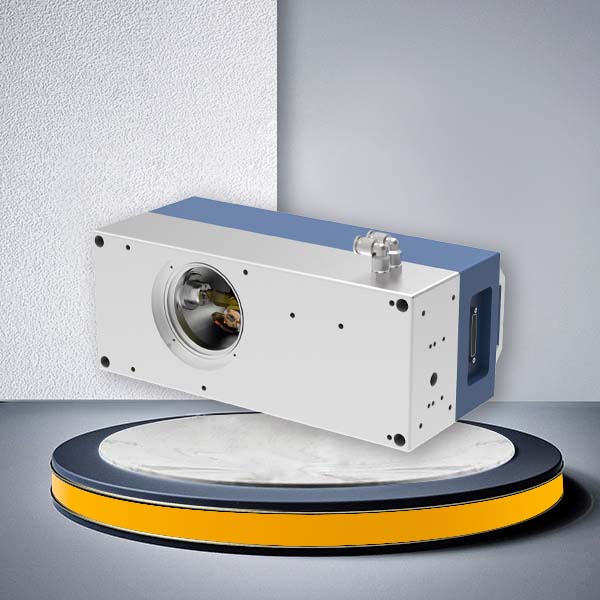
| Configurations | |||
| Parameter Model | FalconScan – 14 | ||
| Mirror Aperture | 14 mm | ||
| Tracking Error | 0.24 ms | ||
| Repeatability | < 1 μrad | ||
| Offset Drift | < 15 μrad/K | ||
| Gain Drift | < 10 ppm/K | ||
| Drift Over 8h | < 0.05 mrad | ||
| 1% Full Scale | 0.56 ms | ||
| 10% Full Scale | 1.64 ms | ||
| Marking Speed | 50 – 100 rad/s | ||
| Positioning Speed | 50 – 100 rad/s | ||
| Small Character Speed | 680 cps | ||
| Scan Angle | ± 0.35 rad | ||
| Nonlinearity | < 0.1% | ||
| Power | ± 15 V DC, ≥ 5 A | ||
| Interface | XY2 – 100 | ||
| Working Temp | 25 ± 10°C | ||
| Configurations | ||
| Model | FalconScan | |
| FalconScan – 20 | FalconScan – 30 | |
| Mirror Aperture | 20 mm | 30 mm |
| Tracking Error | 0.34 ms | 0.53 ms |
| Repeatability | < 1 μrad | |
| Offset Drift | < 15 μrad/K Without Water Cooling/< 10 μrad/K With Water Cooling | |
| Gain Drift | < 8 ppm/K | |
| Drift Over 8h | < 0.03 mrad | |
| 1% Full Scale | 0.7 ms | 1.2 ms |
| 10% Full Scale | 2.2 ms | 4.2 ms |
| Marking Speed | 1. 5m/s | 0.7 m/s |
| Positioning Speed | 6 m/s | 3 m/s |
| Small Character Speed | High Quality 230 cps/Good Quality 340 cps | High Quality 130 cps/Good Quality 200 cps |
| Scan Angle | ± 0.35 rad | |
| Gain Error | < 5 mrad | |
| Zero Error | < 5 mrad | |
| Localization Noise RMS | < 1 μrad | |
| Nonlinearity | < 0.1% | |
| Power | ± 15 V DC, ≥ 5 A | |
| Interface | XY2 – 100 | |
| Working Temp | 25 ± 10 ° C | |
| Cooling Method | Water Cooled / Air Cooled | |
Laser welding is applicable to a wide range of metals and their alloys, including titanium, nickel, tin, zinc, copper, aluminum, chromium, niobium, gold, and silver, as well as alloys like steel and cobalt alloys. It can also be used for welding similar materials, such as steel and cobalt alloys, as well as dissimilar metals like copper-nickel, nickel-titanium, copper-titanium, brass-copper, and low-carbon steel-copper. Laser welding is suitable for high-power welding applications in industries such as electronic components, automotive parts, and precision instruments.